text to clipboard
All-in-one machine controller simplifies development of advanced new plasma tube cutter
five motion axes and I/O are managed by compact real-time controller
Fort Smith, AR, July 25, 2011 --- An innovative new plasma cutting machine for flue pipes has been developed by Techserv Cutting Systems, the specialist manufacturer of CNC profile cutting systems. Advanced interpolated motion of the cutting system is used to dramatically increase production throughput - using an economic real-time machine control module from Baldor.
Capable of cutting aluminum and stainless steel flue pipes at any angle, as well as holes of any shape or size, the plasma tube cutter completely automates this aspect of manufacturing. Until now, for example, elbow pipes have traditionally been produced by first cutting complex shapes from flat metal sheet, which are then rolled and welded before assembly. This multi-stage fabrication process necessarily involves considerable movement of work pieces around the factory and is very time-consuming.
The new cutter dispenses with the need to pre-cut complex shapes. Instead, the flat metal sheet is first rolled into a tube and seam welded, then each tube is successively loaded into the machine. The entire cutting operation is handled autonomously; a simple angled cut takes a matter of seconds. Cutting the angled end pieces for an elbow pipe and then assembling them - a task that previously took about 15 minutes in total - can now be accomplished in around 4 minutes.
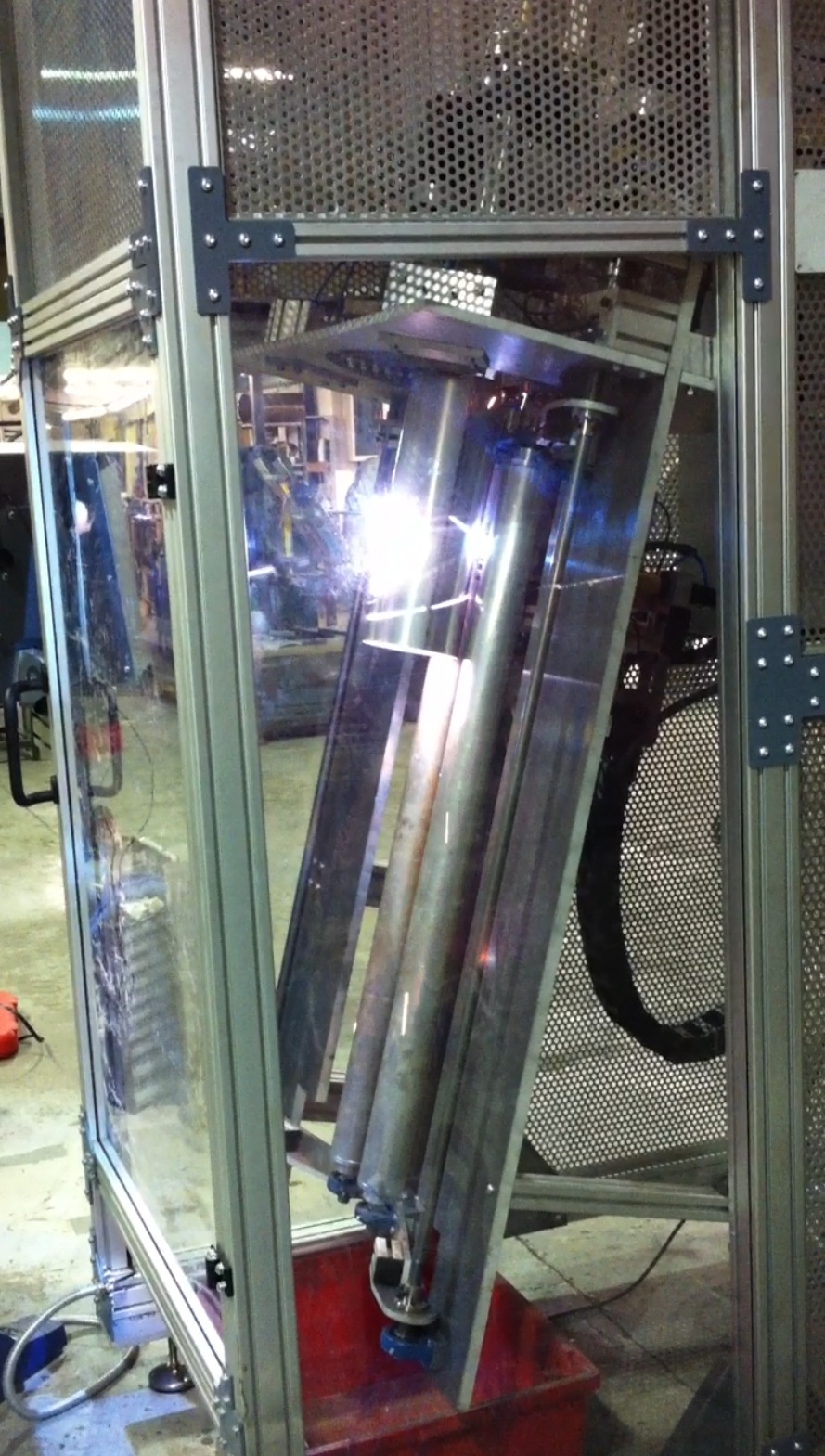
The tube being cut is mounted in the machine with its top end held in a rotating pneumatically-driven clutch assembly. The plasma cutting torch is moved up and down as the tube rotates, at a rate which determines the severance angle or the size and shape of the hole being cut. Both the main rotational axis and the plasma torch height axis are powered by Baldor BSM series AC brushless servomotors driven by Baldor MicroFlex digital servo drives, and employ interpolation to secure a constant cutting rate regardless of the profile of the cut or diameter of the tube. The machine can handle a wide range of tube diameters, from 90 to 350 mm, with wall thicknesses up to 1.5 mm.
The tube cutter also uses three Baldor stepper motor driven axes. Two of these control the position of a pair of guide rollers, which support the tube during the cutting process and are driven closer together or further apart depending on the diameter of the tube. They also move aside automatically during the tube reload phase to facilitate operator access. The third stepper-driven axis dynamically varies the distance between the plasma torch head and the wall of the tube during the cutting process, to provide optimum performance.
All five electrical axes are controlled by a Baldor NextMove ESB-2, a compact real-time machine control module which receives commands direct from an on-board PC-based CNC system developed by Techserv specifically for tube profile cutting applications. The CNC system software runs under Windows XP, with all operator information presented on a large touch-sensitive full colour HMI.
Baldor's NextMove controller is particularly cost-effective for applications such as this. It provides all the control functions for the machine's five servo and stepper motion control axes, with even the base model capable of accommodating a further two axes if required for future machine variants. The controller also features extensive built-in I/O capabilities, again with expansion options, to provide an economic machine control platform.
According to Techserv's Technical Director, Mike Cowley, "Baldor's high-level Mint programming language helps us to develop motion control programs for custom applications like this very quickly. Integrating the NextMove controller with our front-end CNC system was also straightforward because it uses the same API naming conventions as ActiveX commands. As we need to change the scaling and speed of the machine's servo axes on-the-fly in order to maintain a constant cutting rate, the controller's fast interpolation capabilities provide an important advantage. And as with many of our plasma cutting machines, we find that Mint's 'Hold-To-Analog' command is especially useful, since it allows us to handle real-time control of the plasma arc entirely within the NextMove controller. We continuously monitor the arc voltage and the software interprets this analog value to automatically adjust the distance between the torch and the tube wall, thereby maintaining the constant plasma characteristics needed to ensure optimum cutting performance."
The new plasma cutter was developed for Flues & Flashings, a company that specializes in the production of ducting products for the domestic and commercial heating markets. According to Gary Watkins, Works Manager at Flues & Flashings, "The performance of the plasma tube cutter is superb. Changing the process so that we are pre-forming the tubes before cutting them, instead of cutting complex shapes from flat metal sheets, has enabled us to virtually quadruple manufacturing throughput. In fact, we were able to produce six months stock during the first two weeks of machine operation."
A video of Techserv's plasma tube cutter can be viewed at: http://www.youtube.com/watch?v=_0nY2rZaAvQ
About Baldor Electric
Baldor (http://www.baldor.com) is a leading marketer, designer, and manufacturer of industrial electric motors, mechanical power transmission products, drives and generators. They are headquartered in Fort Smith, Arkansas. Baldor is a member of the ABB group.
Contacts
Baldor Electric Company, PO Box 2400, Fort Smith, AR 72901, USA
t: 479 646 4711; f: 479 648 5792; e: sales.us@baldor.com; http://www.baldor.com
NextMove is a trademark of Baldor Electric. Any other trade marks used are recognized and are the property of their respective owners.







 |
|