text to clipboard

Una innovativa macchina honatrice a CNC che velocizza la finitura di ingranaggi di precisione.
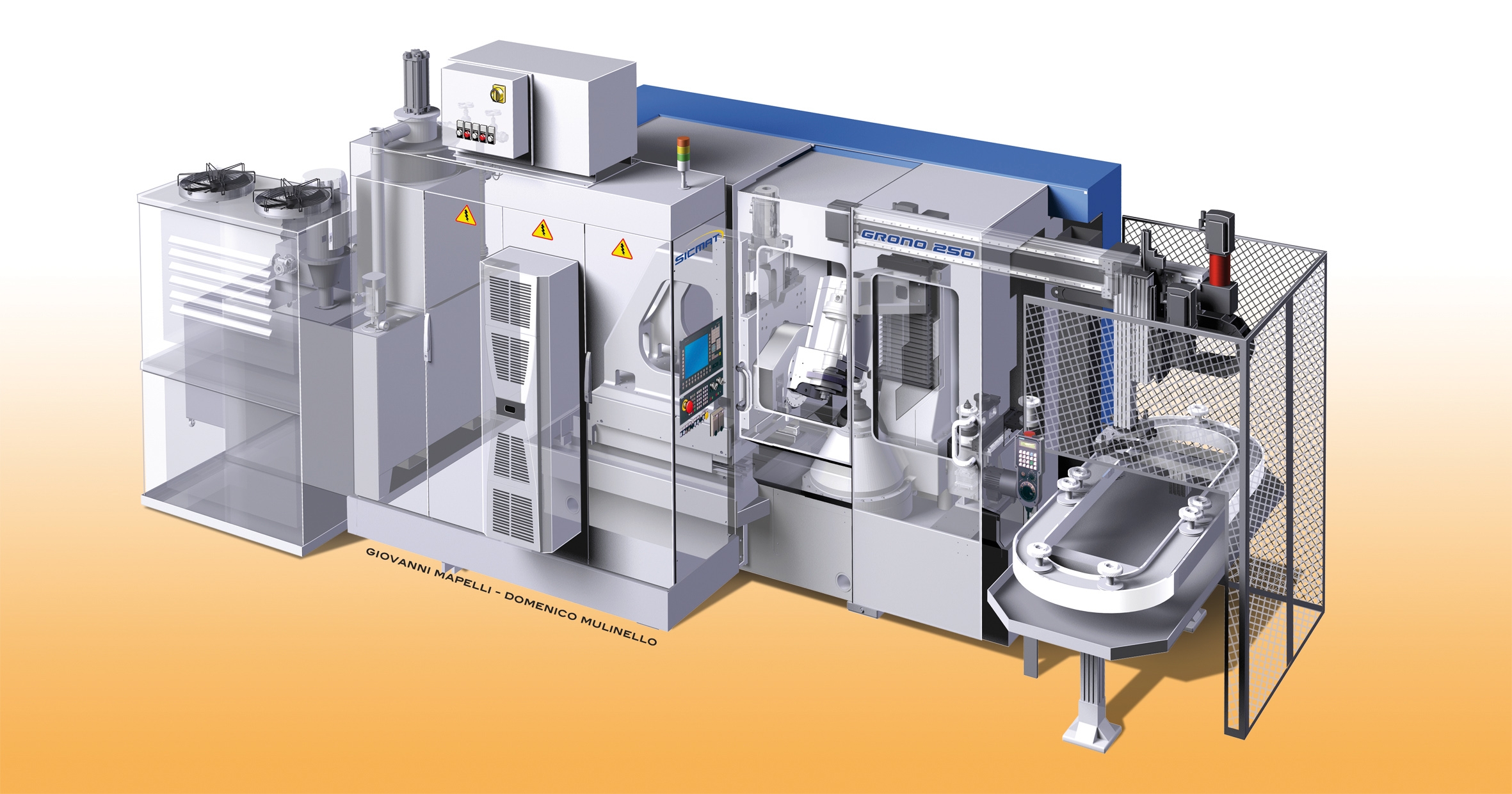
Torino, Italia, 24 Luglio 2012 --- Un sistema CNC di NUM con 11 assi ad alte prestazioni ha permesso al costruttore di macchine utensili Sicmat di realizzare una macchina honatrice che introduce un nuovo standard nell'industria per la finitura di ingranaggi di precisione dopo la tempra. Usando un innovativo utensile con denti esterni, abbinato ad un programma CNC sviluppato da NUM specifico per l'applicazione, la macchina Grono 250 fornisce la flessibilità della rasatura ad un processo di lavorazione dell'ingranaggio dopo la tempra , elimininando la necessità delle lavorazioni di rasatura e di rettifica.
Sicmat è un costruttore leader di macchine per la finitura di ingranaggi per l'industria dell'automotive e per i loro fornitori. Fino a non molto tempo fa l'azienda era specializzata esclusivamente in macchine che usavano la tecnologia della rasatura per ottenere la necessaria finitura degli ingranaggi; questo tipo di procedimento di finitura viene impiegato diffusamente dalle aziende che producono ingranaggi di qualità medio-alta per l'industria automotive. Generalmente la rasatura deve essere effettuata prima che il pezzo in lavorazione venga temprato, ed ogni deformazione indotta dal calore deve essere quindi corretta mediante molatura . Sicmat quindi ha stabilito di sviluppare una macchina honatrice di alta potenza che si prefissa di aiutare i produttori di ingranaggi ad accelerare la capacità di produzione riducendo il numero degli stadi del processo.
Finora l'automazione per la finitura di precisione degli ingranaggi ha impiegato macchine utensili molto specializzate, utilizzanti utensili a corona circolare con denti intagliati nella faccia interna. Questi utensili sono costosi e richiedono tempo per la loro realizzazione e messa in opera. Sicmat ha creduto che, usando una mola con dentatura esterna, l'accuratezza del processo poteva essere migliorata ad un livello tale da poter rimpiazzare la rasatura in molte applicazioni, aggiungendo il vantaggio di un minor costo degli utensili ed una preparazione più semplice. Le ricerche iniziali condotte in collaborazione con la Facoltà di Ingegneria del Politecnico di Torino - la migliore università di ingegneria in Italia - hanno dimostrato la fattibilità del nuovo metodo proposto.
Un'esigenza imprescindibile dell'automazione dell'honatora è la rigidità meccanica estremante elevata, per assicurare risultati accurati e ripetibili. Cosicché Sicmat ha scelto di costruire la sua nuova macchina honatrice sulla collaudata piattaforma meccanica della propria rasatrice per ingranaggi RASO TP 250. Sviluppata nell'arco di molti anni, questa piattaforma ha una eccezionale rigidità e resistenza alle vibrazioni; il suo piano di lavoro è stato creato con acciaio elettro-saldato riempito con materiale antivibrante, mentre la testa, la struttura e la contropunta sono realizzate in ghisa. La disposizione fisica della macchina permette una eccellente accessibilità per il funzionamento e per la manutenzione, ed il posizionamento verticale del pezzo in lavorazione semplifica l'integrazione con la restante automazione della linea di produzione.
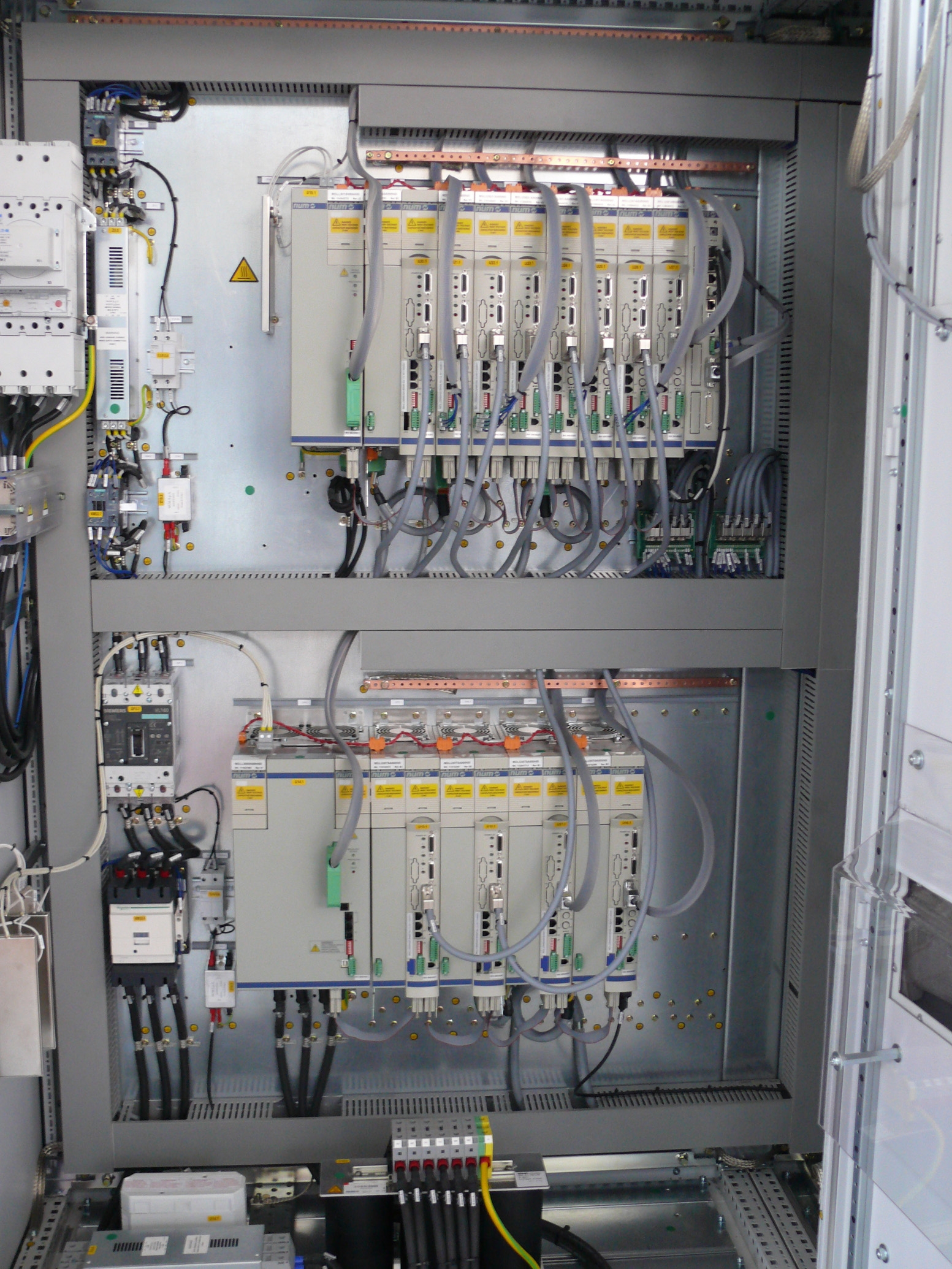
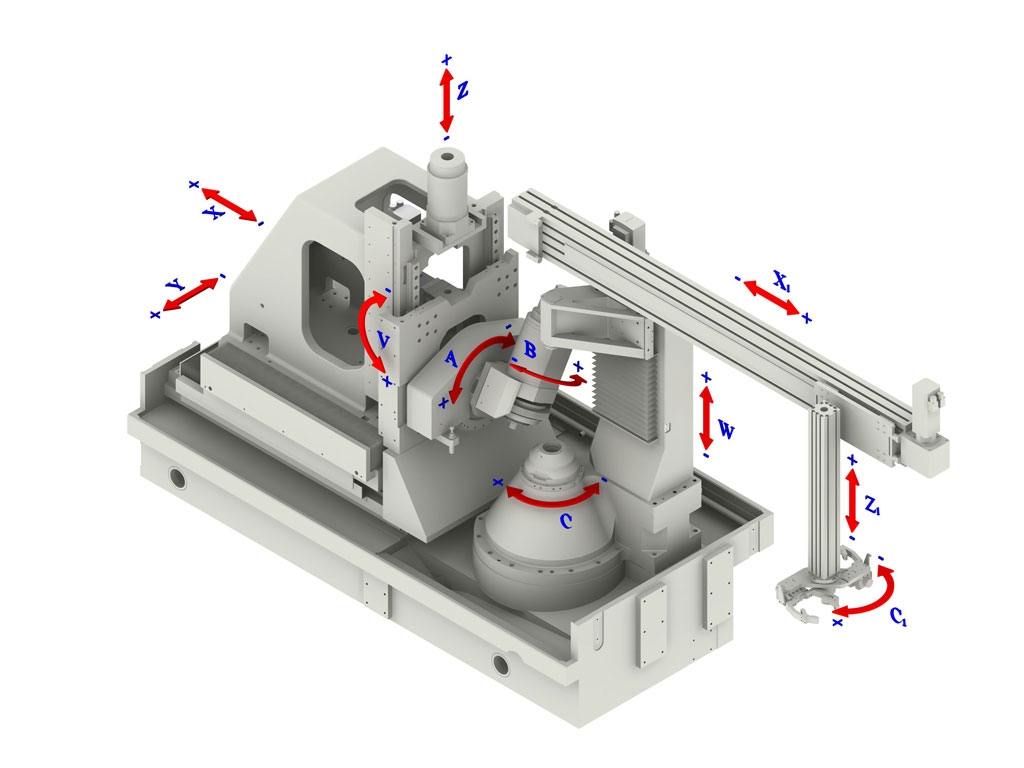
La Grono 250 ha otto assi di lavorazione , più altri tre per gestire un caricatore robotizzato, il tutto è controllato da un sistema CNC NUM Flexium. I motori di tutti gli 11 assi sono azionati da servodrive NUMDrive C ad alta densità di potenza, ed il sistema completo è equipaggiato con due alimentatori regolati NUM MDLL 3050. Ogni alimentatore può fornire 50 kW continuativi e sfrutta il recupero in rete dell'energia per massimizzare l'efficienza del sistema. Gli assi di lavorazione sono comandati da motori lineari e potenti motori coppia che sono sincronizzati e controllati da un software specifico per l'applicazione sviluppato da NUM.
Secondo Marco Battistotti, direttore della filiale italiana di NUM, le competenze della società nello sviluppo di software specifico per il cliente, è stato uno dei fattori più importanti nella scelta di Sicmat. "Per questa applicazione Sicmat ha avuto bisogno di un software dedicato per gestire la la sincronizzazione degli assi di lavorazione della macchina. Hanno anche richiesto di collaborare con un'azienda di CNC che avesse le competenze per poter analizzare l'architettura della macchina al fine di poterli supportare nella fase di sviluppo del loro progetto. Il successo della nostra collaborazione è apparso immediatamente dopo l'esecuzione delle prime prove sulla macchina; gli ingranaggi finiti erano di qualità eccezionalmente alta."
Ciascuno stadio del processo di honatura sulla macchina Grono 250 è stato automatizzato per la massima efficienza. Nell'impiego normale, il pezzo in lavorazione già temprato viene prelevato dal trasportatore della linea di produzione mediante una unità di presa robotizzata che identifica il tipo di ingranaggio controllando il suo diametro esterno prima di trasferirlo ad una stazione integrata di misura pre-processo. Qui il pezzo in lavorazione è sincronizzato con un ingranaggio secondario, che viene guidato nell'accoppiamento e ruotato per un giro completo.In questa fase la distanza tra i due assi è misurata in continuo per accertare quanto materiale deve essere asportato dal pezzo in lavorazione, e questo dato viene inviato al sistema Flexium CNC.
Dopo la misurazione, il manipolatore robotizzato trasferisce il pezzo allo stadio di lavorazione, dove viene indicizzato inizialmente prima di essere lanciato in velocità e sincronizzato con l'utensile . L'utensile viene quindi progressivamente guidato nell'accoppiamento con il pezzo in lavorazione. I due assi operano in una particolare configurazione master-slave per non avere ritardi nel controllo dell'asse slave. Controllando con molta precisione le velocità di entrambi questi assi, si facilita una regolazione fine del processo di honatura. L'attuale generazione di macchine Grono 250 possono gestire velocità al mandrino di 7.000 rpm, e Sicmat sta già sviluppando una macchina con velocità del mandrino di 10.000 rpm per fornire un controllo del processo ancora più performante. Appena il processo di honatura è terminato, il pezzo in lavorazione viene prelevato dalla sede portapezzo , ruotato per togliere il refrigerante e quindi trasferito alla linea di produzione per mezzo del manipolatore robotizzato.
Sicmat sarà presente alla fiera International Manufacturing Technology Show a Chicago. Il numero di stand è N-6924, dove i tecnici saranno felici di discutere I vantaggi economici unici della macchina affilatrice di ingranaggi Grono 250. NUM avrà anche uno stand più ampio - E-5135 - alla IMTS 2012, dove la società metterà in evidenza la sua esperienza nello sviluppo di software CNC personalizzato per OEMs e costruttori di macchine.
Chi è Sicmat
Sicmat SpA (Stabilimento Industriale Costruzione Macchinario Attrezzature Torino) è stata fondata a Torino nel 1932. La società ha prodotto inizialmente macchine utensili universali come i trapani radiali e le macchine rasatrici. Agli inizi degli anni '50 ha aumentato la sua specializzazione verso la formatura di ingranaggi e le macchine modanatrici per l'industria automobilistica emergente. Sicmat ha lanciato la prima rasatrice dell'industria progettata specificatamente per il controllo numerico, la RASO 220 CNC, nel 1988. Fin da allora, il nome RASO è diventato sinonimo di macchine rasatrici per un grande numero di produttori di ingranaggi. Oggi Sicmat progetta e costruisce un'ampia gamma di macchine tecnologicamente avanzate per la produzione di ingranaggi, con un'enfasi particolare nel settore automotive. http://www.sicmat.com
Per maggiori informazioni si prega di contattare:
Marco Battistotti, NUM SpA, Via F. Somma 62, I-20012 Cuggiono (MI), Italia. Tel.: +39 02 97 969 350; sales.it@num.com;http://www.num.com
o
SICMAT SpA, Via Torino, 35 - 10044 Pianezza, Torino, Italia. Tel.: +39 011 9667348; info@sicmat.it; http://www.sicmat.com






 |
|