text to clipboard

NUM bringt aktives Schwingungskontrollsystem für CNC-Werkzeugmaschinen auf den Markt
Hilft bei der Optimierung der Bearbeitung durch Vermeidung von Werkzeugkopfvibrationen, Maximierung der Materialabtragungsrate (MRR) und Erleichterung der vorausschauenden Wartung
Innovatives, schnell abgetastetes Beschleunigungssensor-Design nutzt die digitalen Signalverarbeitungsfunktionen von Servoantrieben
22. August 2019 - NUM hat ein innovatives, aktives Schwingungsdämpfungssystem auf Beschleunigungssensorbasis für CNC-Werkzeugmaschinen auf den Markt gebracht. Das System wurde in erster Linie entwickelt, um durch die nahezu vollständige Eliminierung von Werkzeugkopfvibrationen die Bearbeitung zu verbessern und dadurch, durch die mögliche Maximierung der Materialabtragungsrate (MRR), zur Produktivitätssteigerung beizutragen. Das System kann auch wertvolle Echtzeit-Feedbacks für vorbeugende Wartungszwecke liefern.
Das System ist als nachrüstbare Option für jede Werkzeugmaschine erhältlich, welche die leistungsstarken, digitalen Servoantriebe MDLUX von NUM verwendet, die wiederum Teil der Flexium+ CNC-Plattform des Unternehmens sind.
Das aktive Schwingungsdämpfungssystem von NUM ist eine sehr kostengünstige Lösung, die beispiellose, dynamische Dämpfungsfähigkeiten bietet. Die meisten Beschleunigungssensoren auf dem Markt sind nur in der Lage, niederfrequente Abtastraten zu erfassen und erfordern eine zusätzliche Signalaufbereitungselektronik, bevor sie – meist über Feldbus – an das CNC- oder SPS-System angeschlossen werden können. Typischerweise können Beschleunigungsdaten nur alle 20 Millisekunden abgerufen werden, was für die Schwingungsdämpfung an Werkzeugmaschinen unzureichend ist. Der Beschleunigungssensor im neuen System von NUM wird alle 100 Mikrosekunden abgetastet, so dass er für die Regelung von Bandbreiten bis zu mehreren hundert Hertz eingesetzt werden kann.
Der kleinflanschige Beschleunigungssensor kann einfach am Werkzeugkopf der Maschine befestigt werden und hat eine Empfindlichkeit von 0,02 g (1,96 m/sec/sec), bei einem Messbereich von plus/minus 2 g (plus/minus 19,6 m/sec/sec). Der Sensor wird direkt mit dem digitalen Servoverstärker verbunden, wodurch keine zusätzliche Signalaufbereitungselektronik erforderlich ist.
Das aktive Schwingungsdämpfungssystem nutzt die Option Drive Embedded Macros (DEM-X), die für die digitalen Hochleistungs-Servoverstärker MDLUX von NUM verfügbar ist. Diese Option ermöglicht es, Echtzeitmakros in den Antrieb zu integrieren, um dessen Regelalgorithmen anzupassen. Mit dem Ausgangssignal des Beschleunigungssensors kann somit das Verhalten des Drehzahlregelkreises direkt beeinflusst werden. Alle MDLUX-Servoverstärkermodule verwenden fortschrittliche DSP-Techniken um die Servo-Bus-Geschwindigkeit von CNC-Kernel zu Antrieb zu maximieren und verfügen über eine hohe Bandbreite und spezielle Beschleunigungsalgorithmen für kompromisslose Geschwindigkeits- und Positioniergenauigkeit.
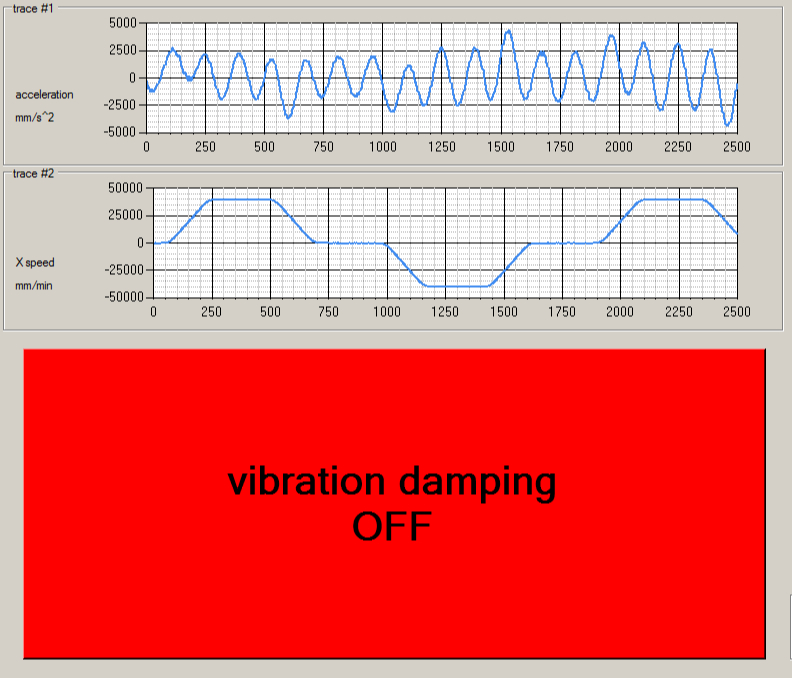
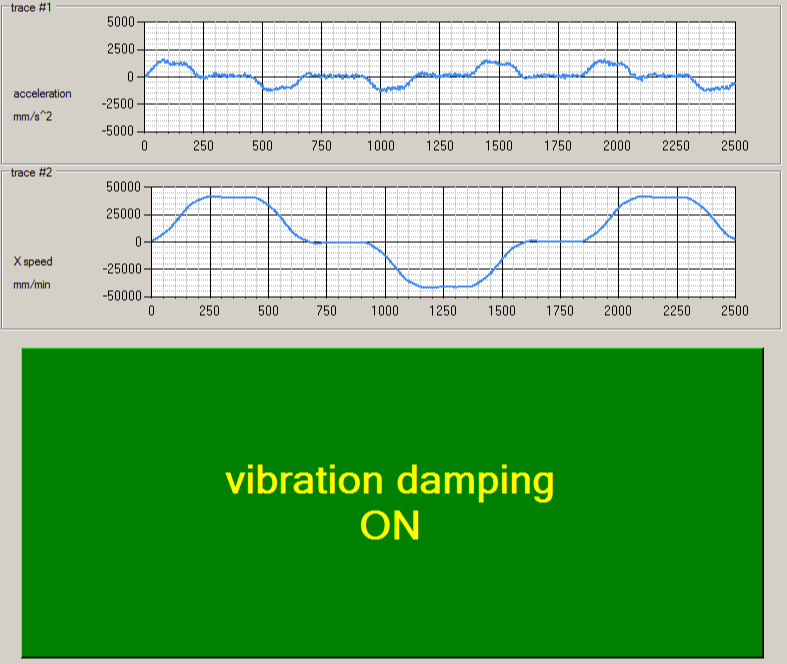
Eine der interessantesten Anwendungen des neuen aktiven Schwingungsdämpfungssystems von NUM ist, aufgrund der verschiedenen Vibrationsmodi der mechanischen Struktur einer Werkzeugmaschine, die Kompensation von Tool Center Point (TCP)-Vibrationen. Auch wenn die Maschine mit einem hochauflösenden Geber (integriert im Servomotor) ausgestattet ist, war es bisher nicht möglich, die TCP-Vibrationen zu dämpfen – weil sie nicht gemessen wurden. Obwohl komplexe Systemmodellierung und Zustandsregler möglicherweise wirkungsvolle Ergebnisse liefern könnten, ist deren Komplexität sehr hoch und die Kompensationsrobustheit eher schwach. So würde beispielsweise bei einer kleinen Parameteränderung, wie z.B. Trägheit, die Wirkung der Kompensation vollständig verloren gehen.
Durch die Verwendung des neuen, aktiven Schwingungsdämpfungssystems von NUM zur Messung und dynamischen Änderung der TCP-Beschleunigung in jeder der Hauptachsenrichtungen X, Y und Z ist es nun möglich, die Schwingungen sehr genau zu dämpfen. Mit diesem Ansatz können Schwingungen des Werkzeugkopfes effektiv eliminiert werden, wodurch der Werkzeugverschleiss deutlich reduziert und die MRR des Bearbeitungsprozesses maximiert wird.
Alle Beschleunigungsdaten werden innerhalb des Antriebs im digital verarbeitet, wodurch sie zyklisch an die Flexium+ NCK übertragen und im NCK-Puffer gespeichert werden können. Die Messdaten können zur weiteren Auswertung oder zur Verwendung mit der Prozessüberwachungssoftware von NUM auf das Windows-Betriebssystem hochgeladen werden. Sie sind besonders nützlich für präventive Wartungsanwendungen, bei denen frühzeitig auf mögliche Maschinenprobleme hingewiesen wird, bevor es zu teuren Reparaturarbeiten kommt. Typischerweise gehören dazu das Erkennen von Spindelschwingungen, die durch Lagerprobleme verursacht werden, das Erkennen des Einsetzens einer Leistungsverschlechterung, durch erhöhte Reibung oder Spiel, sowie das Erkennen von übermässigem Werkzeugverschleiss oder -bruch.
ENDE
NUM ist im Bereich Social Media tätig. Um ein Follower zu werden, besuchen Sie: https://twitter.com/NUM_CNC
Für nähere Informationen wenden Sie sich bitte an:
NUM GmbH, Zeller Strasse 18, D-73271 Holzmaden, Deutschland.
Tel.: +49 7023 7440-0; sales.de@num.com; www.num.com
NUM AG, Battenhusstrasse 16, CH-9053 Teufen, Schweiz.
Tel.: +41 71 335 04 11; sales.ch@num.com; www.num.com
NUM Verkaufsbüro Österreich, Hafenstrasse 47-51, A-4020 Linz, Österreich.
Tel.: +43 732 33 63 81; sales.at@num.com; www.num.com








 |
|