text to clipboard

NUM 推出用於 CNC 機床的主動振動控制系統
透過消除刀架振動,最大限度地提高材料移除率 (MRR) 並盡可能地進行預測性維護,從而有助於優化加工
基於快速取樣加速計的創新型設計採用伺服驅動器的數位訊號處理功能
2019 年 8 月 22 日——NUM 推出了一款基於加速感測器的創新型 CNC 機床主動振動控制系統。該系統主要透過消除刀架振動來改善加工,最大限度地提高材料移除率 (MRR) 進而提高生產力,並且還能提供可貴的即時回饋從而實現預測性維護。
MDLUX 高性能數位伺服驅動器是 NUM 公司 Flexium + CNC 平臺的一部分,任何使用此伺服驅動器的機床,都可改裝為該系統。
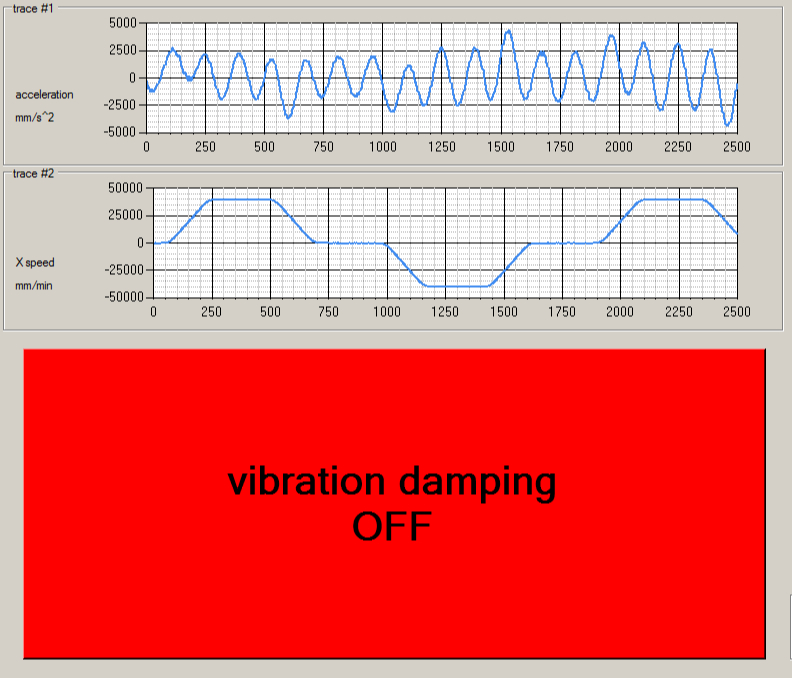
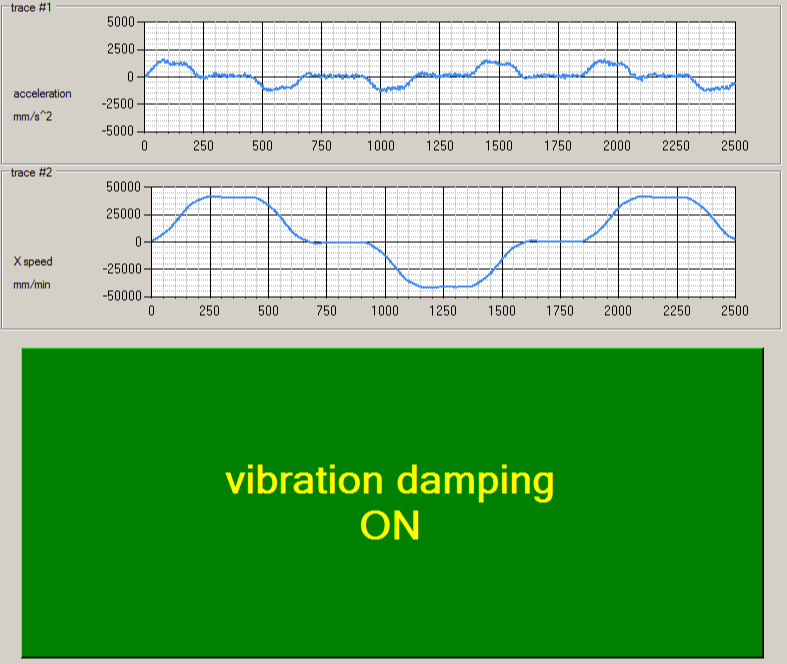
作為一套極具成本效益的解決方案,NUM 的主動振動控制系統可提供前所未有的動態阻尼功能。市面上最具競爭力的加速感測器只能以較低的頻率取樣,且在連接到 CNC 或 PLC 系統之前(通常透過現場總線 Fieldbus),需要額外的訊號調節電子設備輔助。通常,每 20 毫秒只能擷取一次加速度數據,這不足以實現機床的減震目標。NUM 新系統中的加速計每 100 微秒進行一次取樣,這意味著它可以用於接近數百赫茲頻寬的閉迴路控制。
法蘭片安裝加速計轉換器可便捷地安裝在機床刀架上,靈敏度為 0.02 g (1.96 m/sec/sec),測量範圍為 ± 2 g (± 19.6 m/sec/sec)。轉換器直接連接到數位伺服驅動器,無需任何額外的訊號調節電路。
主動振動控制系統具備 NUM 的 MDLUX 高性能數位伺服驅動器上提供的驅動器嵌入式巨集 (DEM-X) 選項。該選項使即時巨集能夠嵌入到驅動器中,以便操縱其調節演算法。因此,加速計轉換器的輸出訊號可以直接影響速率伺服控制回路的性能。所有的 MDLUX 伺服驅動模組採用先進的 DSP 控制技術,可最大限度提高 CNC 內核-驅動伺服總線速度,並且還具備極高的回路頻寬及特殊加速演算法,確保速度和定位精度。
NUM 新型主動振動控制系統最有趣的應用之一是由機床機械結構的各種振動模式而引起的刀尖點追隨 (TCP) 振動。到目前為止,即使機器配備了高解析度編碼器(集成在伺服電機中),也無法阻尼 TCP 振動,因為它無法被測定。雖然複雜的系統建模和狀態空間控制能起一些效果,但複雜性非常高,且補償強健性相當弱。例如,一旦出現小的參數變動,比如慣性,補償的影響將完全消失。
然而,目前透過使用 NUM 的新主動振動控制系統來測量和動態變更 X、Y 和 Z 主軸方向上的 TCP 加速度,有可能實現非常精確地減震。採用該方法可以有效地消除刀架振動,顯著降低工具磨耗,並最大限度地提高加工過程的 MRR。
所有的加速度數據都在數位域中的驅動器內進行處理,這意味著這些數據可以循環傳輸到 Flexium + NCK 並存儲在 NCK 緩衝器中。然後可將數據上載到 Windows 操作系統以做進一步評估,或用於 NUM 的過程監測軟體。它對於預防性維護應用特別有用,在潛在的機器問題發展成代價昂貴的修理任務之前,它能夠提供潛在機器問題的早期指示。通常這些問題包括檢測由軸承問題引起的心軸振動,檢測性能惡化的肇始,如摩擦或間隙的增加,以及檢測工具過度磨耗或破損。
結束
NUM 活躍於社交媒體中。如需關注,請造訪:https://twitter.com/NUM_CNC
如需相關資訊,請聯絡:
Adrian Kiener, NUM Taiwan Ltd., 7F-2 No.536, Sec.2, Taiwan Boulevard, Taichung City 40353, Taiwan.
Tel: +886 4 2316 9600; sales.tw@num.com; www.num.com
NUM AG, Battenhusstrasse 16, CH-9053 Teufen, Switzerland.
電話:+41 71 335 04 11; sales.ch@num.com; www.num.com








 |
|